



T型刀是装配于铣床上用于铣削工件T型凹槽、侧面凹槽零件的专用刀具,而在三维CAD/CAM软件中望3D中, T型刀一样能在设计进程中发挥浸染,辅佐设计师机动处理惩罚一些工件T型凹槽、侧面凹槽零件等难以直接处理惩罚的部位。本次教程我们将利用中望3D的CAM成果完成零件(如图1)的加工,
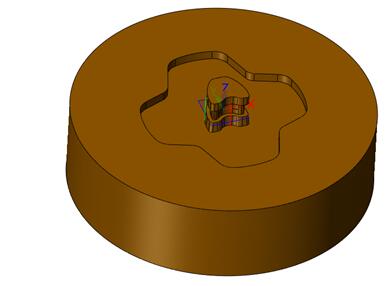
图1
第一步 成立坐标
1.首先,利用中望3D打开零件的模子,在右键菜单中进入加工方案;将零件调解到符合的位置(一般是摆正,居中),本操纵利用默认建模坐标,如图2。
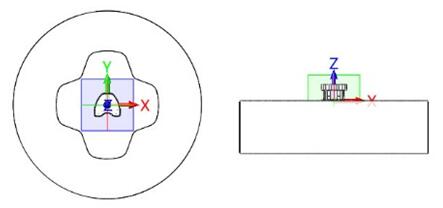
图2
第二步 添加胚料
1.点击添加坯料的呼吁,选择圆形坯料,配置余量为0,如图4。
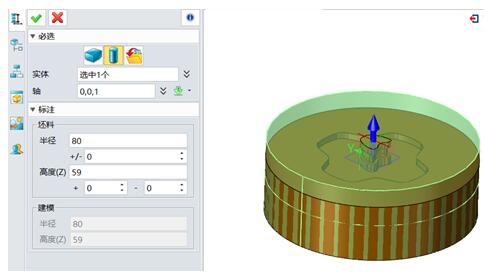
图4
2.添加完成后,埋没坯料,如图5。
图5
第三步 粗加工
1.插入粗加工“二位偏移”工序,在选择特征中对零件和坯料举办配置,详细如图6。
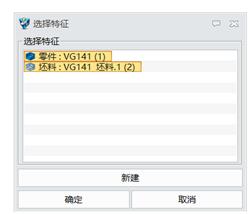
图6
2.刀具选择从库加载,从刀具库中选择D12的平刀,如图7。假如碰着刀具库没有的非标刀具可以添加到库中,利便今后挪用。
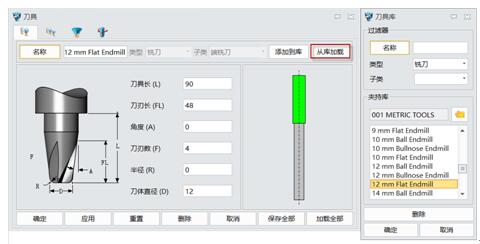
图7
3.配置主要参数,刀轨公差为0.01,曲面余量为0.05,刀轨间距为65,下切步距为0.5,如图8。

图8
4.配置限制参数,限制范例选择立方体,Z的限制底部选择加工的最低点,顶部可以不选择,其它利用默认参数,如图9。完成“二维偏移”参数配置后点击确定,
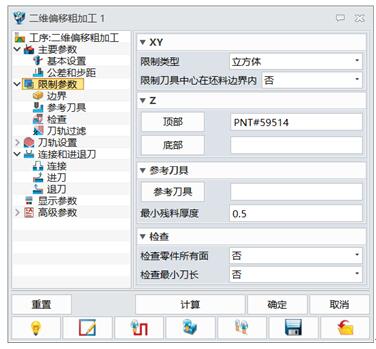
图9
第四步 精加工
1.先插入精加工“等高线切削”工序。在选择特征中对零件和坯料举办配置,详细如图10。
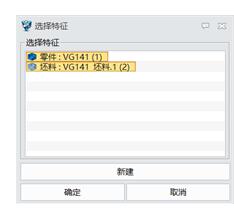
图10
2.刀具继承选择D12的平刀,如图11。
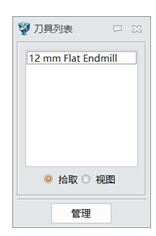
图11
3.配置主要参数,刀轨公差为0.01,曲面余量为0,下切步距为0.1,其它利用默认参数,如图12。完成“等高线切削”参数配置后点击确定,不计较刀轨,期待其它工序完成后一起计较。
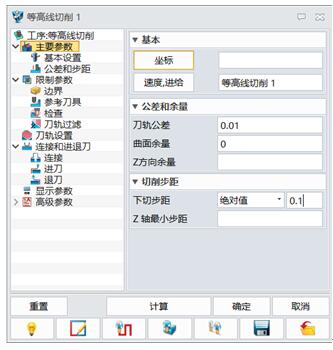
图12
4.再插入“平坦面加工”工序,选择特征中选择平面区域,并让刀具继承选择D12的平刀,如图13。
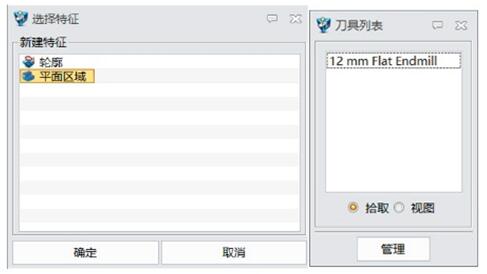
图13
5.配置主要参数,刀轨公差为0.01,曲面余量为0,平面度为0.01,刀轨间距为65%,其它利用默认参数,如图14。完成“平坦面加工”参数配置后点击确定,不计较刀轨,期待其它工序完成后一起计较。

图14
第五步 凹槽加工
 联系电话:0512-55008018
联系电话:0512-55008018 传真:0512-55008018
传真:0512-55008018 邮箱:sales@baoding-soft.com
邮箱:sales@baoding-soft.com 地址:昆山市巴城镇学院路828号浦东软件园区1栋4楼A座
地址:昆山市巴城镇学院路828号浦东软件园区1栋4楼A座 微信交流
微信交流 关注我们
关注我们 首页
首页

